 全國免費服務熱線:020-83487199
全國免費服務熱線:020-83487199
 全國免費服務熱線:020-83487199
全國免費服務熱線:020-83487199

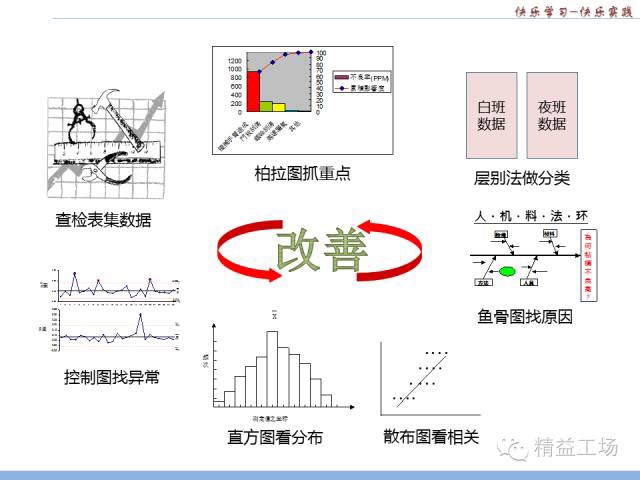
一、查檢表
所謂查檢表,就是記錄用的各種表格。在如今大數據時代,查檢表所記錄數據提供工廠管理的數據來源。查檢表的典型運用包括:生產狀態監控、不良數統計、檢驗數據、運營狀態點檢等類別。通常查檢表的數據好比產品的毛坯件,只有經過分析才產生價值。
關于查檢表,應該注意:
明確查檢表的用途。對于臨時調研用的查檢表應及時廢止。
盡量減少或合并車間內的查檢表,以減少作業員工作量。
教導員工及時與正確填寫查檢表。
查檢表的表格設置應運用層別法,如按流程順序、不同班次等。
二、層別法
所謂層別法,就是將性質相同、在同一條件下收集的數據歸納在一起,以便進行比較分析。
查檢表收集的數據,可進一步實施層別分析,可發現問題之所在,或某一類的顯著特征。
常用的層別分類有:
時間:日期、班次等
作業員:組別、熟練度、教育程度等
設備:不同設備以及運用不同模具刀具的設備
作業手法:人工與自動化、新舊工藝
作業環境:溫度、濕度、地點
原材料:不同供應商、不同批次等
運用層別法時,一種對現有查檢表數據進行梳理層別,另一種就是設置具有層別性質的查檢表進行數據收集。
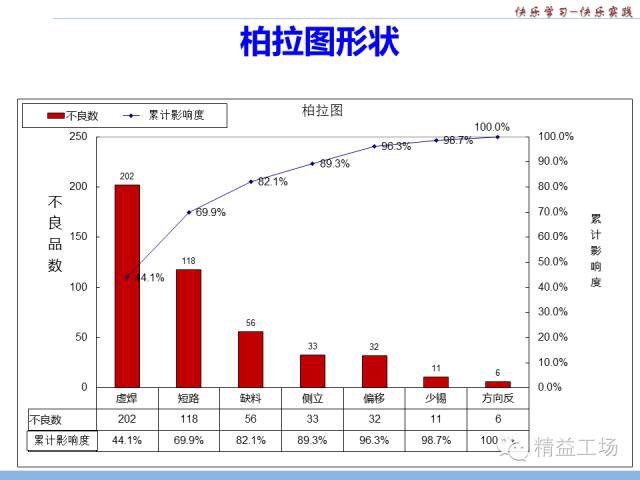
三、柏拉圖
柏拉圖也叫重點分析圖、ABC分析圖,由此圖的發明者經濟學家柏拉圖名字而得名。最早用于分析社會財富,并得出80%的財富掌握在20%的人手中。后來,美國質量學家朱蘭博士引用至質量分析領域,用以直觀顯示影響質量的主要因素。
柏拉圖的制作步驟:
收集并按類別項目整理數據
計算不同類別的不良個數(頻率)
* 個數少的類別較多時,直接合并為“其他”項
計算不同類別的影響度(即這項類別的個別占總體的%比)
計算累計影響度(從影響度大到影響度小的順序)
將表格錄入進電腦EXCEL中
運用插入繪圖,建立坐標軸,進行柏拉圖繪制
適度調整字體、圖形顏色及坐標比例,使圖形明確而直觀
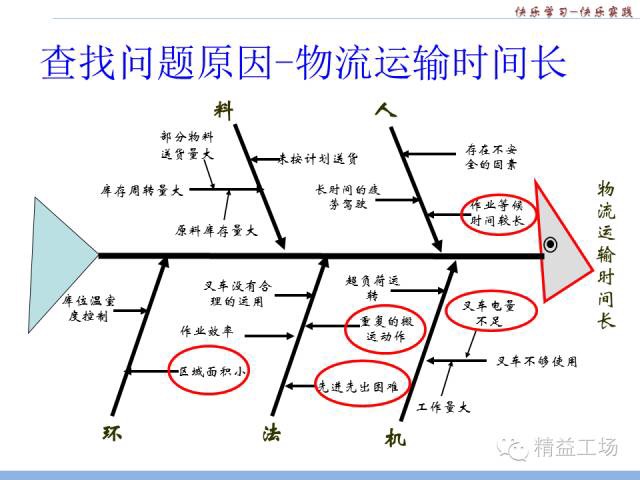
四、魚骨圖
魚骨圖也叫石川圖或特性要因圖,由日本質量專家石川馨提出,形狀像魚骨,主要用于解析問題原因的分析方法。
魚骨圖的制作步驟:
明確要分析的問題
確定影響該問題的分類方法(使用較多的分類方法是:人機料法環)
畫出魚骨形狀,并將所分類別標識于上
決定每個類別的主要原因以及細分原因
確定這些原因中的主要原因
針對確定的主要原因進行相應的措施開展
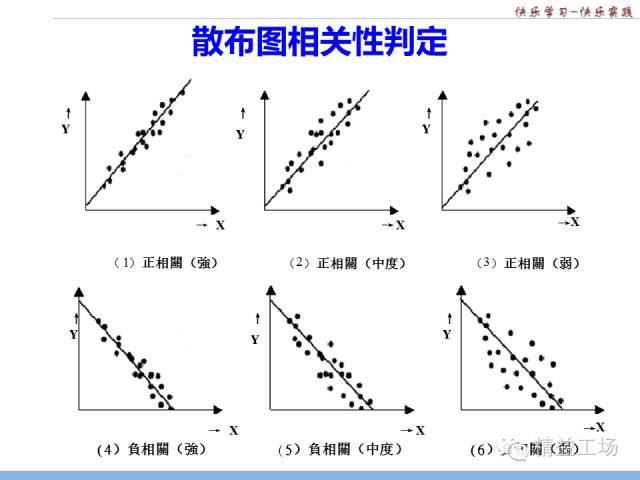
五、散布圖
散布圖是為了研究兩個變量之間的關系,收集兩組數據,在坐標軸上描點,并觀察其相關性的一種分析方法。這種相關性一把分為正相關、負相關或無相關。散布圖一般用于工藝參數的分析。
散布圖的制作步驟:
確定需要研究的兩個變量
調節其中一個變量大小,記錄下結果變量的變化
收集超過20組數據
找出每個變量的最大最小值,以此確定坐標軸刻度
以結果變量為縱坐標
將數據以打點形式標于坐標圖中
判斷變量間的相關性
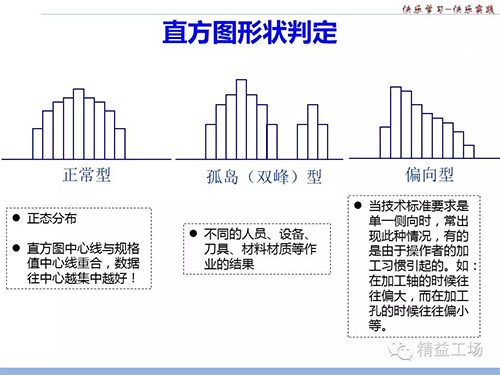
六、直方圖
直方圖適用于大批量生產中的制程數據分析。
在相同的工藝條件下,加工出來的產品質量會有一定的波動性,這樣可以將抽樣數據分成若干組,按其頻度在坐標上畫出一系列的直方形,并將直方形連接起來,用來觀察圖的形狀,判斷生產過程質量是否穩定,了解產品質量特性的分布狀況、平均水平以及分散程度,有助于幫助我們判斷制程是否正常。
直方圖的制作步驟:
收集好測量數據。一般50~200個
對數據進行分組。參見下表
求全體數據的最大最小值,以及各組最大最小值
確定組距。組距=全距/組數 (全距=最大值-最小值)
決定各組之上下組界
作頻次分配表
作直方圖
|
數據數 |
組數 |
|
~50 |
5~7 |
|
51~100 |
6~10 |
|
102~250 |
7~12 |
|
250~ |
10~20 |
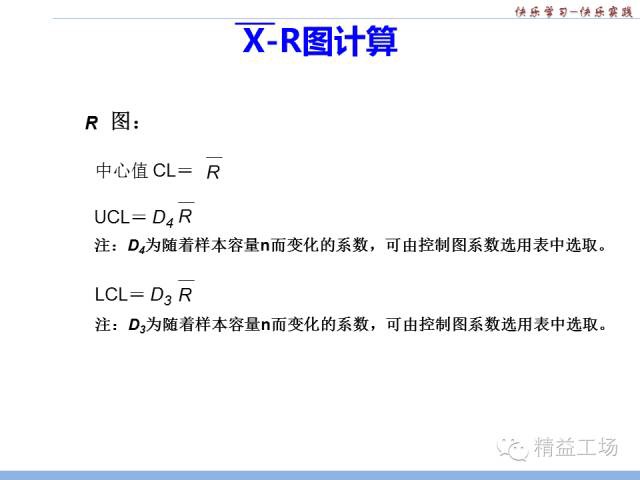
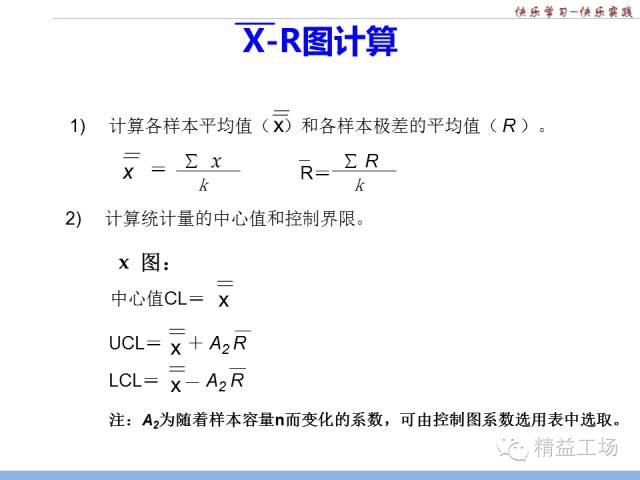
七、控制圖
所謂控制圖,也稱管制圖,是以過去穩定狀態的品質特性為基準,設定制程能力的管制界限(+/-3sigma),錄入當前的品質數據進行比對,從而掌控當前狀態的異常,并預測可能的品質趨勢。
控制圖與直方圖一樣,適合大批量的生產過程分析。
控制圖的制作步驟
選擇控制圖擬控制的品質特性,如某尺寸、不良品數等
選用合適的控制圖種類,目前常用的是,X-R圖與P圖
確定樣本容量和抽樣間隔
收集至少100個數據,如一天采集4個數據,則需要采集前25天的數據
計算數據樣本分組平均值、總平均值、極差及標準差等
確定控制圖上下限,并畫出控制圖
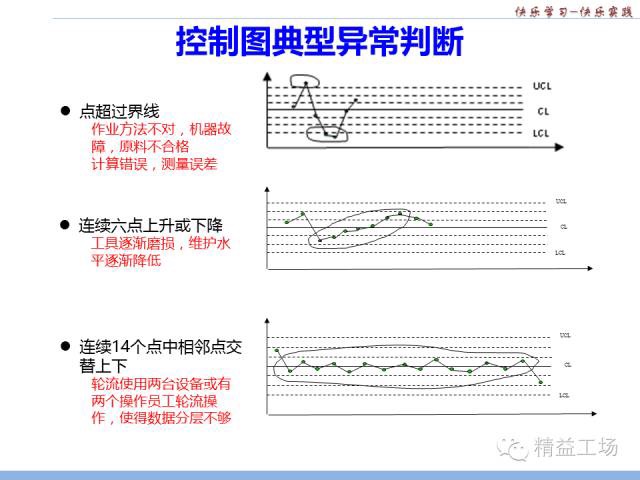
收集最新數據,并在控制圖描點
分析可能出現的異常,并加以控制
如需了解更多資訊,敬請關注東銳科技公眾號


 當前位置:
當前位置:

 招賢納士
招賢納士 資料下載
資料下載 服務網點
服務網點 聯系方式
聯系方式












 復制網址
復制網址 郵件
郵件 QQ空間
QQ空間 新浪微博
新浪微博 騰訊微博
騰訊微博 微信
微信 人人網
人人網 搜狐微博
搜狐微博 QQ好友
QQ好友 開心網
開心網 飛信
飛信 豆瓣
豆瓣 一鍵分享
一鍵分享 更多
更多